
Sourcing high-quality pickleball paddle suppliers requires defining technical performance parameters up front, aligning on core materials and manufacturing processes, and instituting robust quality control methods. Key measurable indicators include core type and density (kg/m³), surface material and weave (3K/12K carbon vs fiberglass), pressing method (cold vs hot press), weight tolerance (± g), and batch-level testing data. A structured supplier evaluation reduces risk and ensures consistent paddle performance, durability, and regulatory compliance.
1. Why Supplier Selection Matters
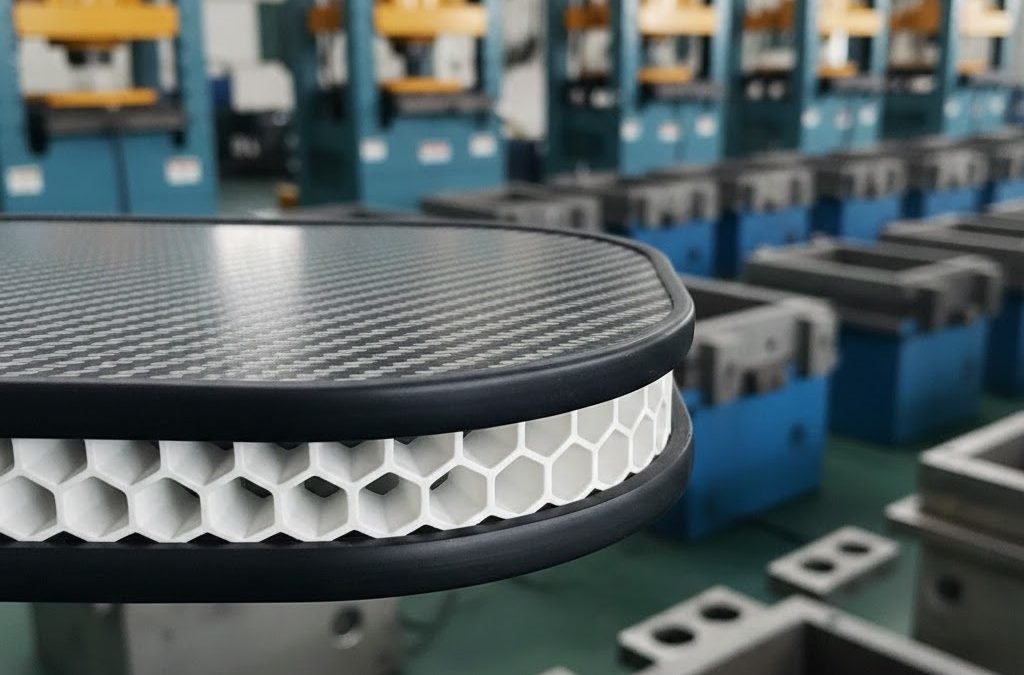
Pickleball paddle performance and durability are determined first by materials and process quality, and second by supplier execution consistency. A paddle is more than a logo — it’s a layered composite engineered to deliver specific play characteristics such as control, power, spin potential, vibration damping, and structural integrity. Variation at any stage — from core density to surface lamination to pressing temperature — directly translates into uneven feel, inconsistent performance, and higher defect rates.
For procurement teams, the goal is to translate product requirements into supplier capabilities and measurable production standards. This guide provides the framework to do that.
2. Core Materials and What They Mean
2.1 Core Type: PP Honeycomb vs MPP Foam
PP Honeycomb Core: A thermoplastic polypropylene honeycomb structure with controlled cell geometry. Typical density range: 70–130 kg/m³. Balances control and power.
MPP (Multi-Phase Polymer) Foam Core: Closed-cell polymer foam, often polyurethane-based. Density range: 140–200 kg/m³. Offers softer feel, higher dwell time, and vibration damping.
Material Impact
Control vs Power: Higher density generally increases energy return (power) but reduces vibration damping.
Sweet Spot Consistency: Uniform cell structure in core reduces dead spots and enhances feel.
Supplier Implication
Suppliers must demonstrate material certificates and consistent density control within ± 5 kg/m³ for OEM batches.
3. Surface Material: Carbon vs Fiberglass
3.1 Surface Weave & Friction
Carbon Fiber (T700, 3K/12K): Higher stiffness modulus, tighter weave count → precise ball feedback and more spin potential.
Fiberglass: Slightly more flexible surface → softer touch, often more forgiving for control-focused paddles.
Technical Indicators
| Material | Typical Weight (g/m²) | Stiffness (GPa) | Spin Potential |
|---|---|---|---|
| T700 Carbon | 200–300 g/m² | ~230–240 GPa | High |
| 3K/12K Carbon | 200–400 g/m² | ~230–240 GPa | Very High |
| Fiberglass | 150–300 g/m² | ~70–90 GPa | Moderate |
Supplier Capability
Verify surface lamination schedule, resin type (epoxy/PEI), and curing profile. Suppliers should provide process sheets covering temperature ramp, pressure, and dwell time for each material.
4. Key Manufacturing Processes
4.1 Cold Press vs Hot Press
Cold Press: Lower pressing temperature, extended dwell time. Benefits: less residual stress, better bonding integrity when managed correctly.
Hot Press: Higher temperature press → faster cycle times but risk of core crush or surface delamination if parameters are not tightly controlled.
Process Controls
Temperature tolerance: ± 2°C
Pressure tolerance: ± 0.2 MPa
Cycle time variance: ± 10 seconds
Supplier Evaluation
Ask for process capability indices (Cp/Cpk) and press parameter logs. Suppliers with better statistical control will yield tighter product consistency.
5. Specification Table
| Parameter | Typical OEM Range | Why It Matters |
|---|---|---|
| Paddle Thickness (mm) | 13 / 14 / 16 mm | Control vs power balance |
| Weight (g) | 220–242 g | Swing speed & fatigue |
| Core Type | PP / MPP/EPP | Feel, durability, vibration damping |
| Core Density (kg/m³) | 70–200 kg/m³ | Control & power profile |
| Surface Material | T700 raw carbon / 3K / Fiberglass | Spin, stiffness, feel |
| Weave Quality | ≤ ±5% variation | Surface uniformity |
| Press Method | Cold / Hot press | Structural integrity |
| Weight Tolerance | ±5–10 g | Batch consistency |
| Thickness Tolerance | ±0.3 mm | Control feel & compliance |
6. Performance Metrics That Suppliers Must Demonstrate
6.1 Control Accuracy and Dwell Time
Measurement: Ball rebound tests, deflection curves.
Goal: Consistent rebound heights within ± 2% across a batch.
6.2 Power Transfer Efficiency
Measurement: Ball speed tests at defined impact energy.
Expectations: Variation ± 3% across paddle faces and samples.
6.3 Vibration Damping
Measurement: Accelerometer data at handle during strike.
Target: Peak vibration within ± 1 G deviation across samples.
6.4 Durability Cycles
Standard Test: Repeated impact fatigue at 800–1000 cycles.
Supplier Requirement: No delamination or structural failure after specified cycles.
7. Quality Control & Testing Methods
7.1 Incoming Material Inspection
Core density and cell uniformity.
Surface fabric weight, weave count, resin content.
Resin curatives and additives certificate of analysis (COA).
7.2 Production Controls
Statistical process control (SPC) on thickness and weight.
Press parameter logs captured and reviewed daily.
7.3 Bonding & Lamination Integrity
Ultrasonic inspection for voids between core and surface layers.
Pull-off strength test for adhesive bonding.
7.4 Batch Verification
Random sampling for weight tolerance, surface consistency, and mechanical tests.
8. Supplier Evaluation Checklist
8.1 Technical Information
Material certificates for core and surface.
Process sheets (pressing profiles, temperatures, pressures).
Statistical control data (Cp/Cpk, control charts).
8.2 Testing Capability
On-site testing lab with:
Thickness gauges (±0.01 mm accuracy)
Accelerometers for vibration analysis
Rebound/ball speed test rigs
8.3 Compliance and Traceability
Lot traceability from raw materials through pressing and finishing.
Documentation for materials and processes.
8.4 Sample vs PP Production
Insist on pre-production samples under mass-production conditions, not just prototype units.
9. Price vs Quality Trade-offs
Good suppliers understand where to optimize:
Lower cost cores usually mean wider tolerance on density — acceptable for recreational paddles but NOT for tournament-level products.
Carbon surfaces with higher weave regularity cost more but improve spin control and consistency.
A clear target specification document prevents misunderstandings. Share this with suppliers and require them to confirm each parameter in writing.
10. Supplier Audit Questions
What core materials and densities can you reliably produce within ±5 kg/m³?
Do you control pressing temperatures to ±2°C and pressures to ±0.2 MPa?
Can you provide Cp and Cpk data for weight and thickness?
Do you run ultrasonic bonding checks during production?
How do you handle out-of-spec batches?
What is your average defect rate over the last quarter?
High-quality suppliers answer with data and documentation, not vague assurances.
11. FAQs
Q1. What weight tolerance is acceptable for OEM pickleball paddles?
±5–10 g across a production batch ensures consistent feel and swing.
Q2. Does cold pressing improve bond quality?
Yes — with proper parameters, cold pressing often reduces core crush and improves interlayer adhesion.
Q3. How tightly should core density be controlled?
Within ±5 kg/m³ for high-performance paddles; recreational may accept ±10 kg/m³.
Q4. What surface materials offer the best spin potential?
Carbon fiber (3K/12K) with higher weave repeatability → measurable spin increase.
Q5. Are thicker paddles more powerful?
Generally yes — increased thickness correlates with higher rebound energy, but balance with control and weight.
12. Final Procurement & QA Checklist
Define target specs clearly (thickness, weight, material types, tolerances).
Require material certificates and batch traceability.
Confirm press method and associated parameter controls.
Establish weight and thickness tolerances and acceptable deviations.
Verify testing capabilities and access to QC data.
Demand pre-production samples under mass production conditions.
Review statistical process control data (Cp/Cpk).
Audit bonding quality (ultrasonic, pull-off tests).
Set durability test standards and acceptance criteria.
Recent Comments