
The United Pickleball Association of America (UPA-A) recently introduced destructive testing as part of its official paddle approval process. Known as the Accelerated Break-In Standard (ABI), this test simulates months of paddle use in a short period to ensure certified paddles maintain consistent performance.
Some paddles gain extra power after a break-in period, potentially exceeding safe limits. ABI addresses this by measuring the Paddle Efficiency Factor (PEF), keeping energy transfer within approved standards.
This blog explains how destructive testing works, why it matters for brands and manufacturers, and how OEMs can design paddles that meet these new standards.
How Destructive Testing Works
Traditional paddle approval procedures focused primarily on initial performance metrics, such as weight, shape, and paddle face energy transfer. However, experienced players often notice that some paddles gain extra power after a period of use, sometimes exceeding safe or regulated limits. This “break-in” effect raised concerns regarding competitive fairness.
To address this, UPA-A implemented destructive testing, which measures how a paddle performs under controlled stress to simulate extended usage. The ABI process includes the following steps:
Compression Testing:
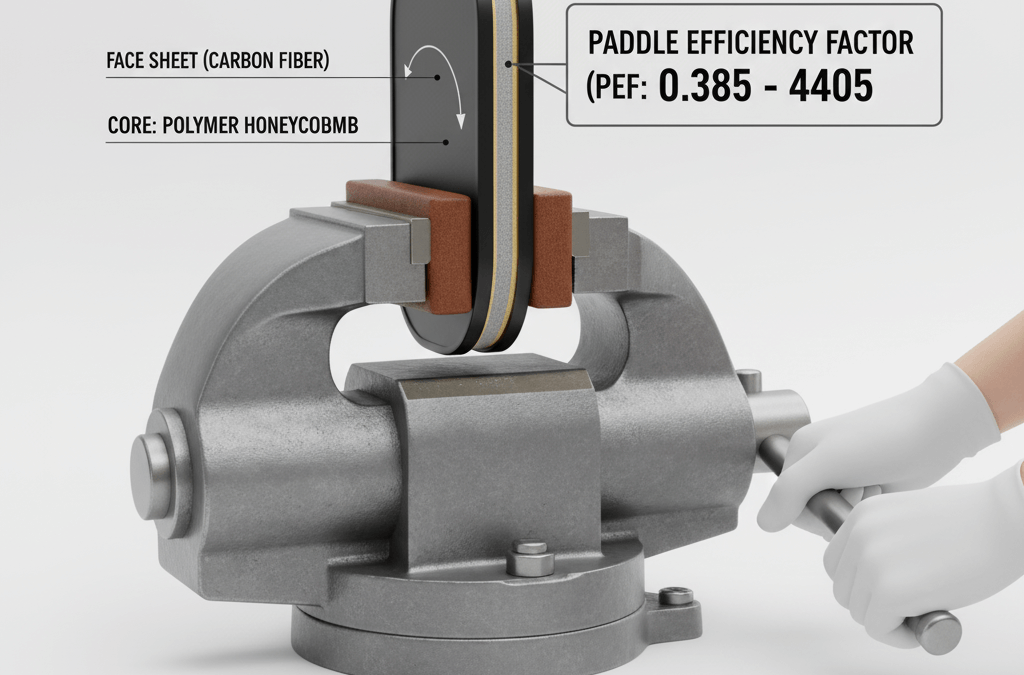
Paddles are placed in a vise, with protective leather pads between the paddle surface and vise jaws to prevent visible damage. The paddle is compressed repeatedly at key points, including the center and edges, simulating repeated ball strikes.Bending Cycles:
After compression, one edge of the paddle is bent 10–15 degrees while the opposite edge is fixed. This process is repeated multiple times—typically 20 cycles per test—to observe how the paddle structure behaves under stress conditions similar to months of regular play.Measurement of PEF (Paddle Efficiency Factor):
The key metric is the PEF, which measures the paddle’s energy transfer to the ball. Paddles are required to have a PEF no higher than 0.385 when new. The test ensures that after simulated break-in, the PEF does not exceed 0.405, representing a maximum allowed increase of approximately 5.2%. This limit ensures that paddles remain consistent and predictable in performance.
UPA-A has indicated that in the future, the ABI testing may be expanded or adjusted to identify the absolute maximum PEF of a paddle, providing even more precise data on paddle durability and performance.
Why This Matters
1. For Manufacturers (OEMs & ODMs)
The introduction of destructive testing establishes a clear, standardized benchmark for paddle design and production. This has several implications:
Material Selection: Manufacturers must choose core and surface materials that retain stability under repeated stress. For example, hybrid cores like EPP + EVA or PP + EVA are favored because they can compress and rebound consistently without structural failure.
Design Adjustments: Understanding how a paddle behaves after simulated break-in allows manufacturers to adjust thickness, surface texture, and edge guard design to maintain compliance.
Quality Assurance: By integrating destructive testing in-house, OEMs can reduce the risk of failing official UPA-A approval, saving time and costs in product development.
2. For Brands
Brands must consider break-in behavior when designing product lines. A paddle that gains unexpected power during initial use could lead to dissatisfied customers or non-compliance in tournaments. By working with manufacturers who understand PEF limits and destructive testing, brands can:
Guarantee Consistency: Market paddles that behave predictably over time.
Enhance Player Trust: Players know they are purchasing paddles that meet professional standards.
Differentiate Products: Highlight compliance with UPA-A testing as a competitive advantage in marketing campaigns.
3. For Players
Players benefit from predictable performance. A paddle that changes power output after a few weeks can affect shot accuracy, ball control, and overall gameplay. Destructive testing ensures that:
Paddles maintain consistent energy transfer throughout their lifespan.
Competitive play remains fair, avoiding advantages from unexpected paddle “spring-back.”
Design Implications for Paddles
Destructive testing affects multiple design aspects:
Core Materials:
Hybrid cores compress and rebound consistently, minimizing PEF fluctuations.Edge and Handle Reinforcement:
Tests show these areas are most stressed during bending and compression. Reinforcement prevents failure.Surface Texture:
Paddle faces must maintain friction and durability after repeated impacts.
OEM Integration Case Study
At Lixisports, destructive testing insights guide our OEM paddle designs:
Pre-Production Testing: Simulate break-in using compression and bending tests.
PEF Monitoring: Measure PEF throughout simulated cycles to ensure compliance.
Design Adjustments: Modify core density, edge guards, and handle attachment based on results.
This ensures our OEM clients receive paddles that meet professional standards and deliver reliable performance.
Best Practices for Brands and Manufacturers
| Best Practice | Recommendation |
|---|---|
| Pre-Production Testing | Conduct in-house destructive tests to predict PEF changes. |
| Core Material Selection | Use hybrid cores (EPP + EVA or PP + EVA) for stable performance. |
| Edge & Handle Reinforcement | Strengthen areas prone to stress. |
| Communication with Brands | Highlight UPA-A compliance as a selling point. |
| Quality Control | Monitor PEF across production batches to ensure consistency. |
Conclusion
UPA-A’s destructive testing is a major step in standardizing paddle performance. OEM manufacturers benefit by integrating testing insights into design and quality control. Brands can ensure paddles are consistent, reliable, and safe, building trust with players.
For players, it guarantees paddles perform predictably from day one. Brands and manufacturers that embrace these standards early gain a competitive edge and help maintain fairness in the rapidly growing pickleball market.
Recent Comments